Joining profiles
The choice of fastening between different profiles is very important in any assembly structure. The customer has the opportunity to choose different solutions depending on the required implementation time or the nature of the load or load capacity.
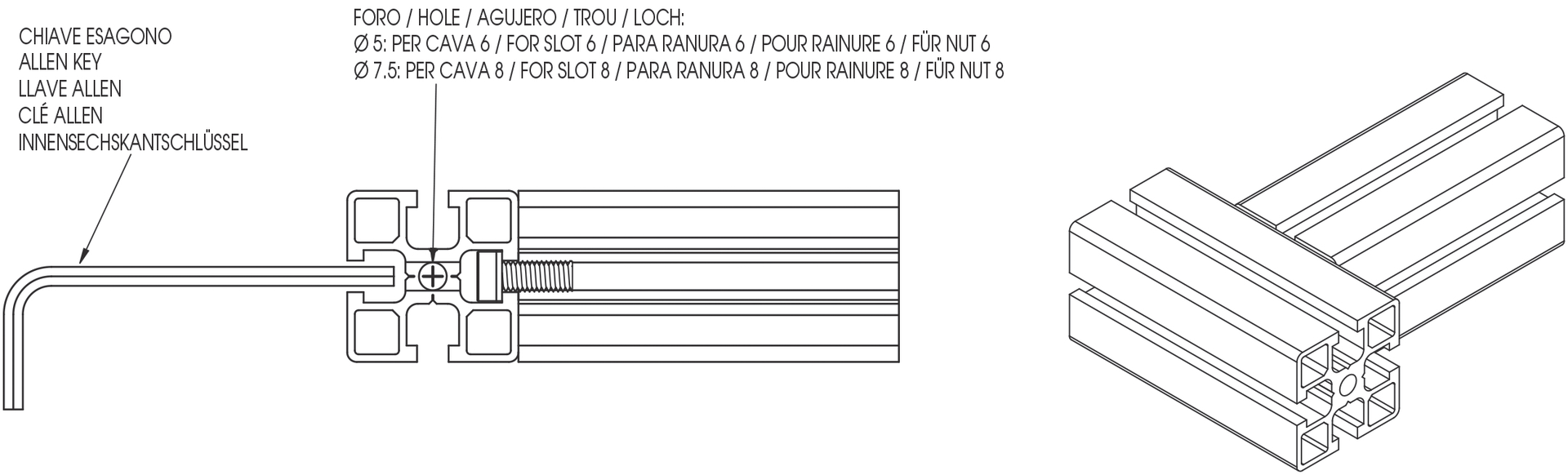
1. Fastening with screw in slot. Quick, simple installation.
This is the simplest and fastest way to install. This connection system guarantees good perpendicularity between the two surfaces (depending on the profile section) and good resistance of the connection in the transverse direction to the groove.
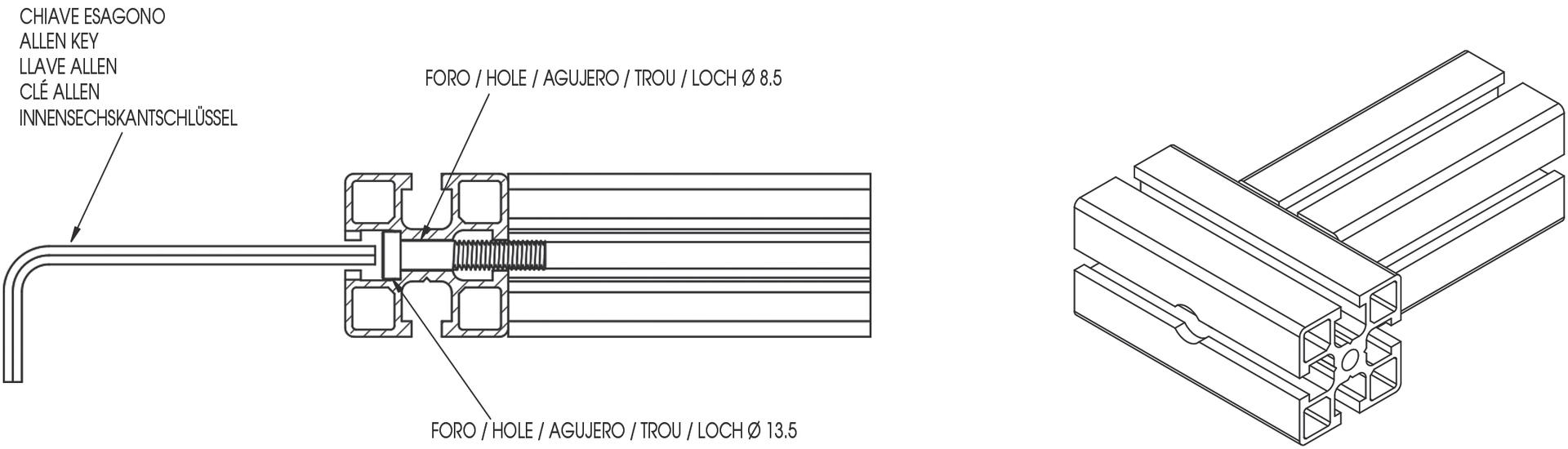
2. Fastening with through screw or counterbore.
Secure and simple, this solution ensures that parts will not slip if the screws come loose.
This is the strongest connection method resistant to mutual movement between two profiles. This connection method provides better perpendicularity of the connection (which, however, depends very much on the care of the quality of the cut). This system does not allow movement of the parts in case of loss of the screw. The hole can be drilled with a pistol drill with two diameters.
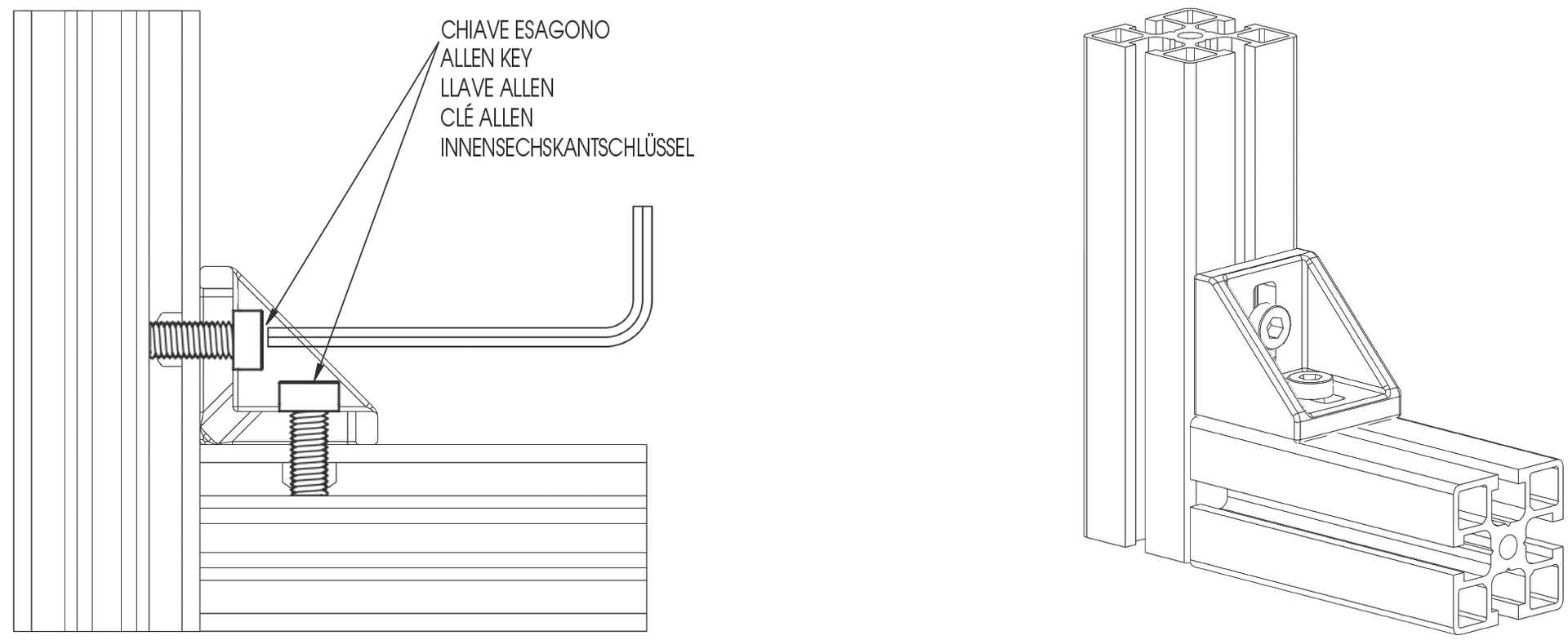
3. Fastening with angles or connectors. Wide possibility for adjustment and ease of installation.
This connection method is usually used where the greatest control options and ease of installation are required. Technical specifications for all products are in the product details of the given accessory.
THREADING OF PROFILES
When making the threads, we recommend that you follow the depths (L [mm]) given in the following table:
| Profile Slot | Screw diameter | Recommended depth (mm) |
| 6 | M6 | 15 |
| 8 | M8 | 25 |
The maximum screw tightening torque (C MAX) suggested for the assembly of Alusic components (unless otherwise specified or particular
applications to be assessed on a case-by-case basis) is as follows:
| Profile Slot | Screw diameter | Max. recommended tightening torque (Nm) |
| 6 | M6 | 10 |
| 8 | M8 | 20 |
Recommended Products
These other products might bought together